18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

生产合装线机械制造行业的锻造、 铸造、 冲压、 热处理、 焊接、 机械加工和商丘合装线,包括不同类型的过程,如毛坯制造、 加工、 装配、 检测和包装的综合线。切割线在机械制造行业发展最快、 最广泛的使用。包括︰ 加工坦克、 壳、 杂项和其他部件的组合的机床自动线;为处理组件,如轴、环,组成的一般,专业或专门自动机线;转子加工线;用于处理简单的自动小部件的转子。
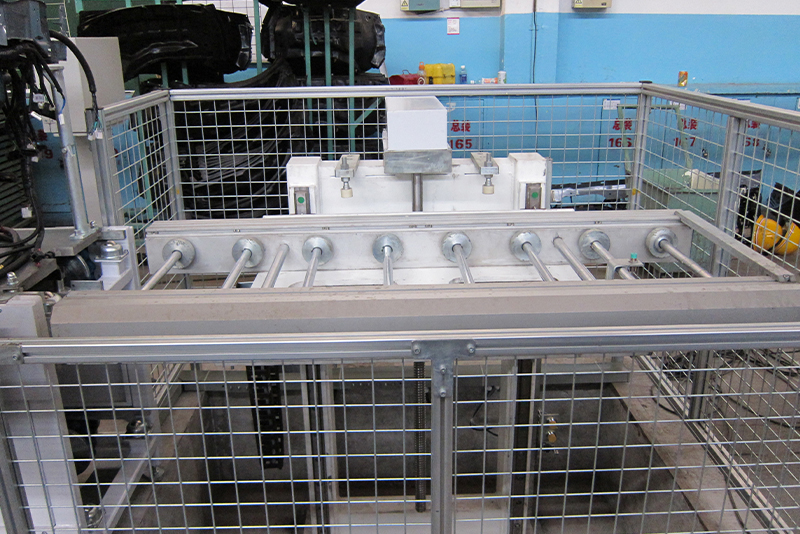
汽车生产合装线主要由箱体、摆管系统、压力系统、水循环系统以及控制系统组成。1.试验箱外壳为冷轧板静电喷塑处理,内胆为1.2mmSUS304高级防腐蚀不锈钢拉丝板,汽车淋雨试验箱,以保证外观质感和洁净度,便清洗、便维护。2.配有大面积可视观察窗。3.转盘和喷杆电机均采用进口电机,转速可按用户需要自行调节。商丘合装线具有良好的安全保护功能。4.水泵:提供有压力的试验水源。5.流量计:水流量计量。6.摆管摆动:通过伺服控制电机。7.旋转工作台:不锈钢材质。

生产合装线由一系列通过传输系统和电气控制系统链接的工作站组成。每个工位执行特定的操作,并且按照预定的生产顺序沿生产线逐步移动产品。商丘合装线不需要直接参与操作的人员,并且生产过程的全部或部分由机械设备完成,并且自动化系统。因此,在自动化环境中,人类的任务更有可能更改为系统设计,调整,监督和监视系统的操作,而不是直接控制它。

经涂装车间油漆好的车身转运至总装车间商丘生产合装线上件等待工位,由上件KBK起吊装置吊装至内饰线上件工位。生产合装线装配工作完成后,工件运行至转挂工位,通过升降机自动转运至底盘线。底盘装配结束后在工艺链条的牵引下将整车经上坡过通道后输送至下件转挂点,经过升降机降落到总装配线,空吊具由车身快速输送线的牵引链条送至内饰上件处或吊具返修区域。车辆在终装配线上完成相关工艺操作后下线。


