18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

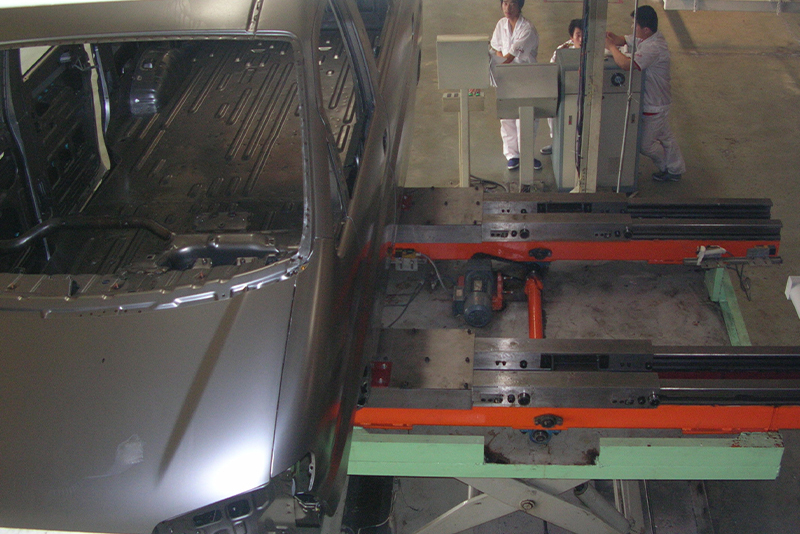
经涂装车间油漆好的车身转运至总装车间泰安专业底盘线上件等待工位,由上件KBK起吊装置吊装至内饰线上件工位。专业底盘线装配工作完成后,工件运行至转挂工位,通过升降机自动转运至底盘线。底盘装配结束后在工艺链条的牵引下将整车经上坡过通道后输送至下件转挂点,经过升降机降落到总装配线,空吊具由车身快速输送线的牵引链条送至内饰上件处或吊具返修区域。车辆在终装配线上完成相关工艺操作后下线。

专业底盘线输送系统是一种利用摩擦力进行工件驱动的方式,采用电动机驱动非金属材质的摩擦轮,从而对工件产生驱动力,驱动工件前进。由摩擦驱动、承载轨道、道岔、停止器、小车、升降机及附属钢结构组成。泰安专业底盘线具有工艺布置灵活、单元施工快捷、速度变化便利、节约能源消耗、使用维护方便、增容扩展容易和综合成本低等多种优势。摩擦驱动装置按结构方式不同可分为直段摩擦驱动、弯段摩擦驱动、过渡段摩擦驱动和双摩擦驱动。
多功能升降专业底盘线对传统的总装生产线工艺做了改进,底盘线厂家通过分体式升降台、车门收纳装置以及滑板的双向运行,可将内饰、底盘、终装等主线和车门分装等辅线工艺在同一地面设备上操作完成,此方式颠覆了传统底盘装配只能在高位装配的方式,不再需要空中悬挂输送,工艺变得更简单,输送滑板制作模块化,可单元化组合,布置灵活,省去了线体之间频繁转接。

(1)生产线物料、容器、和流水线生产线项目的自动测量、自动变速器、成品输出;(2)过程自动化,自动调整和自动处理故障的运行机制;(3)工艺参数(位置、尺寸、重量、数量、速度、性状态,行为,等等)的自动调节和控制;(4)专业底盘线的质量自动检测和自动浪费。项目生产线技术采用自动化程度、控制方法和可以达到随产品类型,产品属性,泰安底盘线材料(或容器)和各种因素的限制,如流水线生产线的要求。


