18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

生产淋雨线从上线开始,经过前处理、电泳、打磨、清洗擦净、喷漆、烘干、冷却等各道工序;在这些工序之间的转运部位应设置防护栏和警示标识,禁止工作人员人员进入吉林生产淋雨线车间,企业应在相应区域贴上声明禁止标签。最后,装配生产线在操作时需要进行定期检查和维护。装配生产线应该每年由具有资质的单位对作业场所有毒有害物质浓度检测1次,发现超标应加强通风或采取相应措施。对于装配生产线的操作规范,现在您对装配生产线应该知道的差不多了吧。
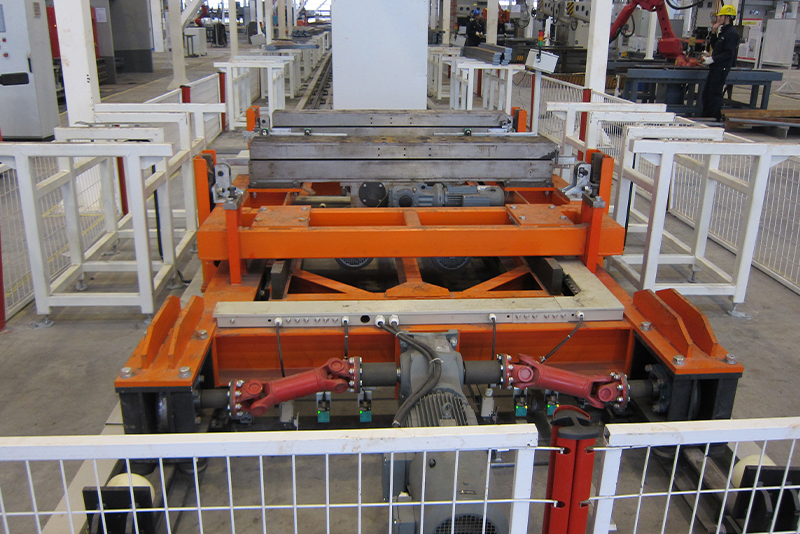
生产淋雨线输送系统是一种利用摩擦力进行工件驱动的方式,采用电动机驱动非金属材质的摩擦轮,从而对工件产生驱动力,驱动工件前进。由摩擦驱动、承载轨道、道岔、停止器、小车、升降机及附属钢结构组成。吉林生产淋雨线具有工艺布置灵活、单元施工快捷、速度变化便利、节约能源消耗、使用维护方便、增容扩展容易和综合成本低等多种优势。摩擦驱动装置按结构方式不同可分为直段摩擦驱动、弯段摩擦驱动、过渡段摩擦驱动和双摩擦驱动。

但是对于同样是机械设备的生产淋雨线却没有多大的关注,智能输送机基本上没有,当然现在一些淋雨线厂家对输送流水线并没有太大的要求,因此也不注重智能输送机的开发,对于当下智能渐成潮流的社会来说,这样的输送线是发展不长的,因此实现输送线的智能是相当必要的。现在的输送线等产品已经形成了一种比较完整的技术体系,而且,实现了输送线智能化以后,输送设备的后续应用空间也会加大,会逐步的取代那些传统的生产设备,在发展上独占鳌头。

在客车生产淋雨线上,通常采用的合装工艺是左、右侧围骨架总成,分别以窗上纵梁为定位基准点。其吉林淋雨线顺序可按照以下方式进行布置:固定左(右)侧围骨架总成→固定大顶骨架总成→固定前(后)围骨架总成。合装线在运行中要求必须实现多轴同步定位运动,同时要求可以监测到远程I/O掉线时有报警提示。为了实现柔性化生产、满足客户需求,台达提供了以多轴运动控制器DVP-15MC系列为核心,搭配伺服驱动器ASDA-A2系列、交流伺服电机ECMA系列等组成高精、高速的多轴同动运动控制方案。


