18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路
专用自动化生产线用于各类箱、包、托盘等件货的输送,散料、小件物品或不规则的物品需放在托盘上或周转箱内输送。能够输送单件重量很大的物料,或承受较大的冲击载荷,滚筒线之间易于衔接过滤,可用多条滚筒线及其它输送机或专机组成复杂的物流输送系统,完成多方面的工艺需要。可采用积放滚筒实现物料的堆积输送。浙江专用自动化生产线结构简单,可靠性高,使用维护方便。

轮毂上辊道输送线→轮毂上套合成机→轮胎上件→卸气门芯→辊道输送→轮胎轮毂合装→锁圈上件→锁圈压装→充气→上气门芯→下件动作描述:1、人工将轮毂放于辊筒输送线上,轮胎地面上件,斜坡辊道输送至一定高度;2、轮毂升起、轮胎倾斜,对气门嘴、气缸震动合装;3、压装机将锁圈涨开、压装;4、轮胎随转盘转动过程中定气压充气,充气时间由转盘转动速度控制,转盘转速变频调速,充气气压由调压阀调整,充气压力为1.0MPa.一条线适于多种直径车轮。

动力专用自动化生产线组成是由动力辊桶组件、铝旁板、片架、拉杆、承座、驱动装置和链条组成。无动力浙江自动化生产线由无动力辊桶组件、铝旁板、片架、拉杆、轴承座组成。动力辊道由驱动装置带动牵引链条,链条带动各动力辊桶上的链轮转动,从而由转动的输送工作。无动力辊道由人推拉工件或工件挤压工件,在可自由的辊筒上移动。辊道线的特点;输送配置占地面积小,伸缩自如;方向易变,可灵活改变输送方向,时可达到180度。

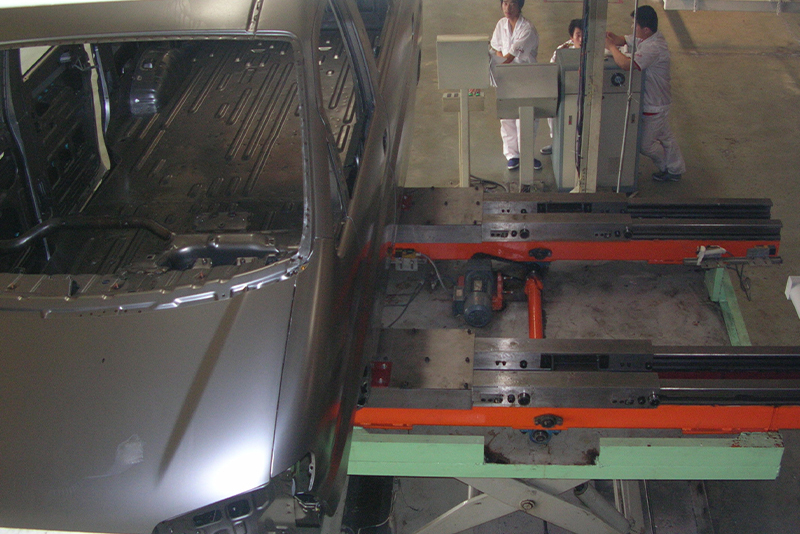
在汽车工业的焊装调整线工艺发展过程中,链式输送线逐渐被辊床输送线所代替,辊床的输送方式不仅简洁环保,而且易于实现,成本较低。自动化生产线厂家随着辊床输送方式的广泛采用,又产生了一个新的技术问题。专用自动化生产线需要通过二氧化碳保护焊进行补焊,二氧化碳保护焊时,白车身需要接地,也就是带动白车身行进的辊床滑橇需要接地,而辊床的滚轮采用聚氨酯等高分子绝缘材料制成,滑橇运行到位后,辊床滑橇与辊床本体绝缘导致不能接地,无法实现二氧化碳补焊工艺。

(1)生产线物料、容器、和流水线生产线项目的自动测量、自动变速器、成品输出;(2)过程自动化,自动调整和自动处理故障的运行机制;(3)工艺参数(位置、尺寸、重量、数量、速度、性状态,行为,等等)的自动调节和控制;(4)专用自动化生产线的质量自动检测和自动浪费。项目生产线技术采用自动化程度、控制方法和可以达到随产品类型,产品属性,浙江自动化生产线材料(或容器)和各种因素的限制,如流水线生产线的要求。


