18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

经涂装车间油漆好的车身转运至总装车间江苏专业板链线上件等待工位,由上件KBK起吊装置吊装至内饰线上件工位。专业板链线装配工作完成后,工件运行至转挂工位,通过升降机自动转运至底盘线。底盘装配结束后在工艺链条的牵引下将整车经上坡过通道后输送至下件转挂点,经过升降机降落到总装配线,空吊具由车身快速输送线的牵引链条送至内饰上件处或吊具返修区域。车辆在终装配线上完成相关工艺操作后下线。

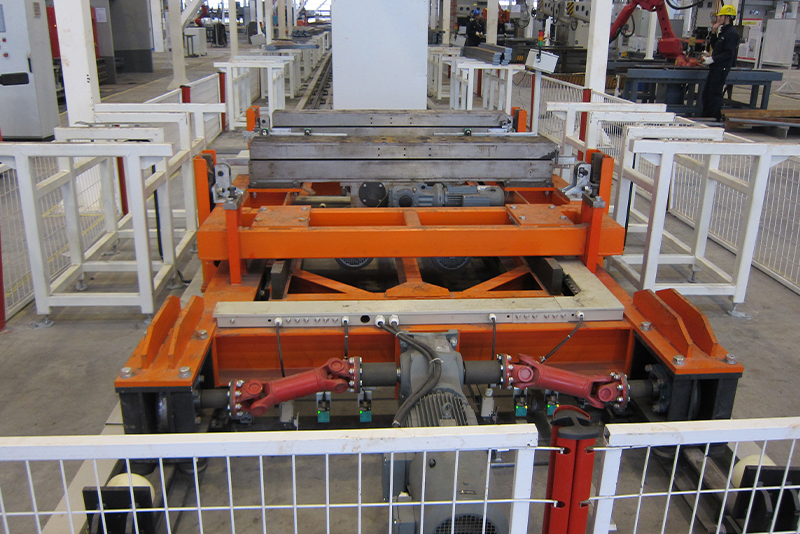
专业板链线采用标准链板作为支承面,由电机减速机驱动。通过多列链板并行,利用多列链板的速度差使多列输送在无挤压的情况下变为单列输送,满足饮料贴标、灌装、清洗等设备的单列输送的要求。江苏专业板链线可承受大负荷、长距离输送;线体形式为直线、转动输送;链板宽度可根据客户或实际情况设计。链板呈直线链板、转向链板的形式。主要结构材料由碳钢喷涂或镀锌制成,洁净室和食品工业由不锈钢制成。
专业板链线机械制造行业的锻造、 铸造、 冲压、 热处理、 焊接、 机械加工和江苏板链线,包括不同类型的过程,如毛坯制造、 加工、 装配、 检测和包装的综合线。切割线在机械制造行业发展最快、 最广泛的使用。包括︰ 加工坦克、 壳、 杂项和其他部件的组合的机床自动线;为处理组件,如轴、环,组成的一般,专业或专门自动机线;转子加工线;用于处理简单的自动小部件的转子。

在生产过程中专业板链线搬送车身到达安装工艺段。通常情况下,江苏板链线的吊具触发安装在输送轨道一侧的行程开关或者接近开关,PLC根据接收到的开关信号来检测吊具位置,停止吊具。由于采用的是现场IO信号的方式,存在灵活性差,精度低,不符合汽车生产设备柔性化、自动化、效率化要求。但随着生产工艺要求越来越高,物流转运输送线的不断发展,对系统的稳定性,自动化程度,灵活方便提出了更高的要求。


