18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

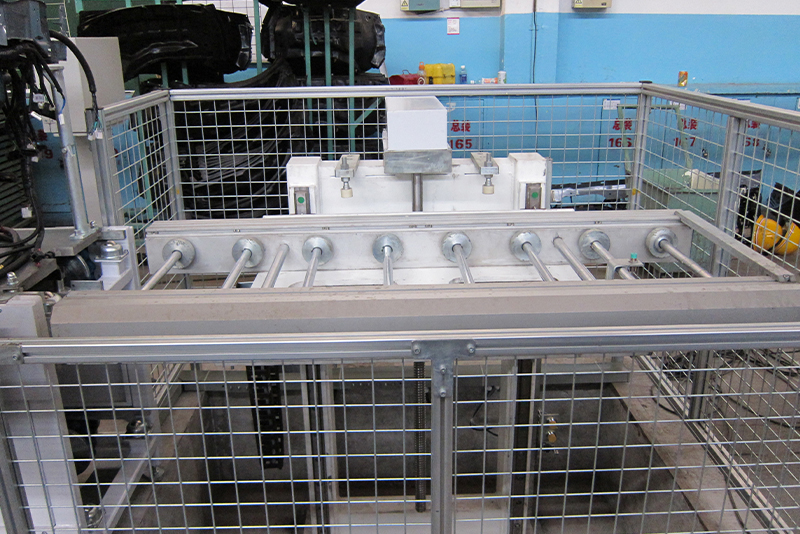
轮毂上辊道输送线→轮毂上套合成机→轮胎上件→卸气门芯→辊道输送→轮胎轮毂合装→锁圈上件→锁圈压装→充气→上气门芯→下件动作描述:1、人工将轮毂放于辊筒输送线上,轮胎地面上件,斜坡辊道输送至一定高度;2、轮毂升起、轮胎倾斜,对气门嘴、气缸震动合装;3、压装机将锁圈涨开、压装;4、轮胎随转盘转动过程中定气压充气,充气时间由转盘转动速度控制,转盘转速变频调速,充气气压由调压阀调整,充气压力为1.0MPa.一条线适于多种直径车轮。

专业内饰线在车间生产操作的布局同样非常重要,布局尽量简单、明了同时,要兼顾生产操作人员的操作习惯。若自动化生产线布局过于凌乱或者复杂,会降低线上操作人员的生产效率。要提高宜春内饰线的运行效率,离不开正规、有效的管理。管理作为企业的一门必须修课,日常经营中必需时刻注意的有效的生产管理,可以规范生产、规范操作,从而形成有效的快速的反映机制,可以及时处置好生产中的突发状况。非标自动化生产线定期的维护保养可以有效防止生产线过度老化、磨损带来的隐患。
专业内饰线的淋雨控制系统包括远方控制柜与变频控制柜,内饰线厂家根据流量计实际通过流量信号反馈至远方控制柜后,和给定值进行比较,通过变频控制柜进行内部PID调节,自动追踪给定值,实现闭环连续调节。该淋雨装置控制系统实现雨量可以通过阀门和变频器控制进行调整,系统调节稳定可靠,抗干扰能力强。

传统的总装生产线主线由专业内饰线(地面线)、宜春专业内饰线(空中线)、终装配线(地面线)、商品化线(地面线)、车门线(空中线)等组成。由于内饰线、终装配线和终装线都属于地面线,底盘线属于空中线,从地面到空中、再从空中到地面,转线时工件需要在多种不同形式输送设备之间更换支撑载具、进行转接,大大增加了线体故障率和设备复杂程度,为了确保转接设备的可靠性,通常要求转接设备转接精度足够高,相应地增加了设备投资,而且转接工位通常是整个输送系统节拍提升的瓶颈,大大限制了生产线生产能力的提升。

专业内饰线采用标准链板作为支承面,由电机减速机驱动。通过多列链板并行,利用多列链板的速度差使多列输送在无挤压的情况下变为单列输送,满足饮料贴标、灌装、清洗等设备的单列输送的要求。宜春专业内饰线可承受大负荷、长距离输送;线体形式为直线、转动输送;链板宽度可根据客户或实际情况设计。链板呈直线链板、转向链板的形式。主要结构材料由碳钢喷涂或镀锌制成,洁净室和食品工业由不锈钢制成。


