18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

经涂装车间油漆好的车身转运至总装车间吉安专业摩擦线上件等待工位,由上件KBK起吊装置吊装至内饰线上件工位。专业摩擦线装配工作完成后,工件运行至转挂工位,通过升降机自动转运至底盘线。底盘装配结束后在工艺链条的牵引下将整车经上坡过通道后输送至下件转挂点,经过升降机降落到总装配线,空吊具由车身快速输送线的牵引链条送至内饰上件处或吊具返修区域。车辆在终装配线上完成相关工艺操作后下线。
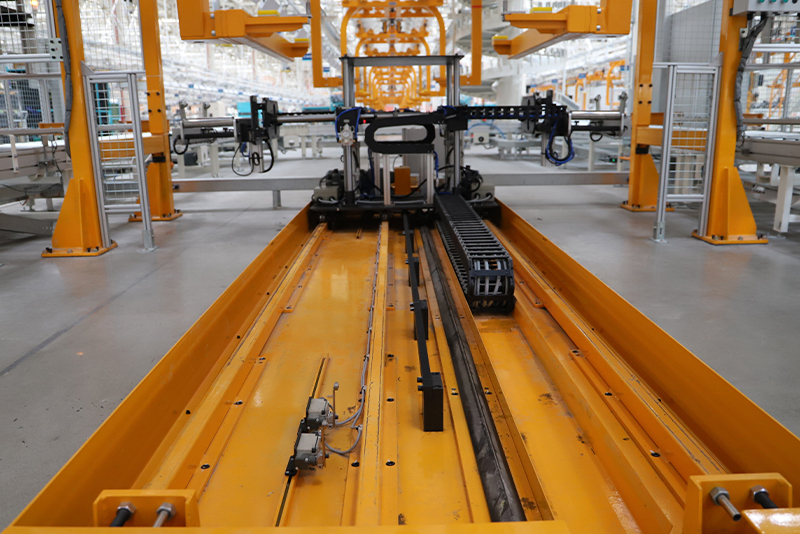
动力专业摩擦线组成是由动力辊桶组件、铝旁板、片架、拉杆、承座、驱动装置和链条组成。无动力吉安摩擦线由无动力辊桶组件、铝旁板、片架、拉杆、轴承座组成。动力辊道由驱动装置带动牵引链条,链条带动各动力辊桶上的链轮转动,从而由转动的输送工作。无动力辊道由人推拉工件或工件挤压工件,在可自由的辊筒上移动。辊道线的特点;输送配置占地面积小,伸缩自如;方向易变,可灵活改变输送方向,时可达到180度。

但是对于同样是机械设备的专业摩擦线却没有多大的关注,智能输送机基本上没有,当然现在一些摩擦线厂家对输送流水线并没有太大的要求,因此也不注重智能输送机的开发,对于当下智能渐成潮流的社会来说,这样的输送线是发展不长的,因此实现输送线的智能是相当必要的。现在的输送线等产品已经形成了一种比较完整的技术体系,而且,实现了输送线智能化以后,输送设备的后续应用空间也会加大,会逐步的取代那些传统的生产设备,在发展上独占鳌头。

主要生产线或工艺路线的多数和经营的产品的劳动,并决定要完成的某些类型的产品所需的加工机器、 设备、 机器和设备的安排和布局等生产线。线与更大的灵活性和可适应各种生产要求;根据生产条件不能用,组装线是一种先进的生产组织形式; 形式在产品规格是更复杂、 更多的部件,每个产品不会产生太多,缺乏机械和设备公司,吉安摩擦线可以实现良好的经济效益。专业摩擦线有以下步骤︰1.首先确定节拍时间、2.过程、3.指南、4.U 形线、5.AB 控制、6.灯、7.收到的项目


