18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路
众所周知,在实际操作中的输送系统其主要是为了进一步实现汽车在生产线中自动化的生产过程和行业生产环节,此间需要选择优质、先进和高效的输送设备设施,旨在创造出高水平的控制输送系统和实现各类型汽车在生产线中对自动化的高要求。板链式输送线哪家好为了提高汽车在生产线上的高效率和高质量,柔性设计是在原有滑板输送系统的基础上更深一步的设计研发,有具有无接触供电的功能,此系统在很大程度上实现了汽车生产线适应人的主要功能,并且在汽车制造专业板链式输送线工艺上有较高的适应能力,进而也大大的减低了工人在生产线中的劳动强度及提高了生产效率和经济效益。
专业板链式输送线从上线开始,经过前处理、电泳、打磨、清洗擦净、喷漆、烘干、冷却等各道工序;在这些工序之间的转运部位应设置防护栏和警示标识,禁止工作人员人员进入吉林专业板链式输送线车间,企业应在相应区域贴上声明禁止标签。最后,装配生产线在操作时需要进行定期检查和维护。装配生产线应该每年由具有资质的单位对作业场所有毒有害物质浓度检测1次,发现超标应加强通风或采取相应措施。对于装配生产线的操作规范,现在您对装配生产线应该知道的差不多了吧。

自动化装配线应用特点:采用自动化生产线进行生产的产品应有足够大的产量,产品设计和工艺应先进、稳定、可靠,并在较长时间内保持基本不变,在大批、大量生产中采用自动线能提高劳动生产率,稳定性和产品质量。智能自动化生产线吉林板链式输送线是自动化生产线的一个升级版,智能专业板链式输送线在自动生产的过程中能够通过核心自动化大脑进行自动判断分析处理问题,能够带来更智能化的应用优势,方便及时调整生产情况。

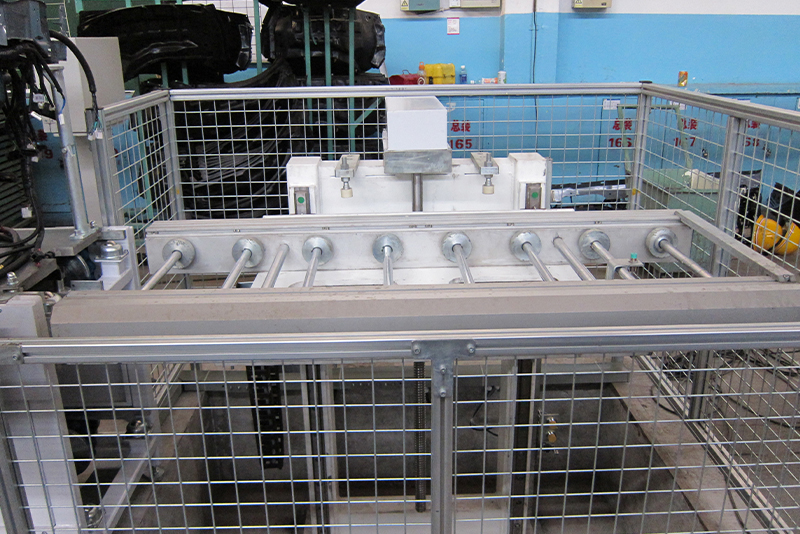
在客车专业板链式输送线上,通常采用的合装工艺是左、右侧围骨架总成,分别以窗上纵梁为定位基准点。其吉林板链式输送线顺序可按照以下方式进行布置:固定左(右)侧围骨架总成→固定大顶骨架总成→固定前(后)围骨架总成。合装线在运行中要求必须实现多轴同步定位运动,同时要求可以监测到远程I/O掉线时有报警提示。为了实现柔性化生产、满足客户需求,台达提供了以多轴运动控制器DVP-15MC系列为核心,搭配伺服驱动器ASDA-A2系列、交流伺服电机ECMA系列等组成高精、高速的多轴同动运动控制方案。

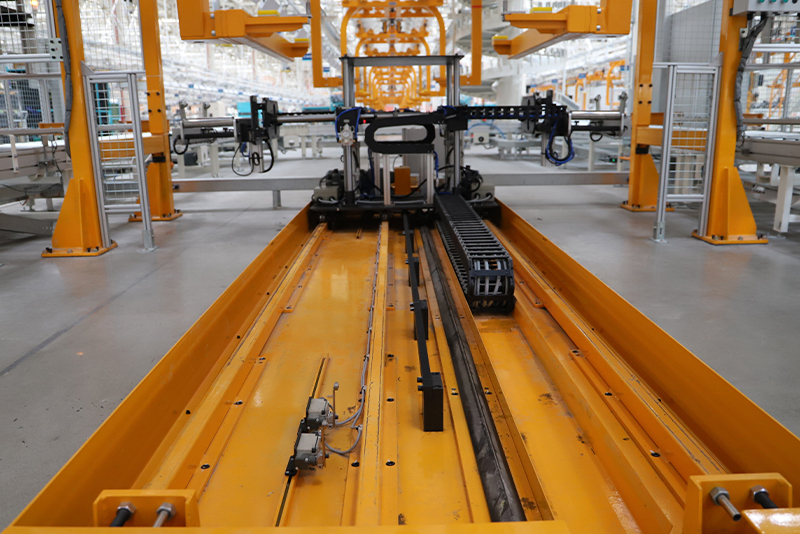
经涂装车间油漆好的车身转运至总装车间吉林专业板链式输送线上件等待工位,由上件KBK起吊装置吊装至内饰线上件工位。专业板链式输送线装配工作完成后,工件运行至转挂工位,通过升降机自动转运至底盘线。底盘装配结束后在工艺链条的牵引下将整车经上坡过通道后输送至下件转挂点,经过升降机降落到总装配线,空吊具由车身快速输送线的牵引链条送至内饰上件处或吊具返修区域。车辆在终装配线上完成相关工艺操作后下线。

专业板链式输送线有以下步骤︰1.首先确定节拍时间︰不管什么产品都在它的时间必须在完成。2.过程︰只为一种产品,零部件搬运、装配、加工和物料接收。3.板链式输送线哪家好指南︰建立一个能够理解设备节拍时间的视觉。4.U形线︰安排根据工程顺序逆时针旋转,设备,一人负责导出和导入。5.AB控制︰只有当该项目不是产品,工程项目的产品。6.灯︰装置输送产品在生产过程偏差。


