18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

扬州合装线从上线开始,经过前处理、电泳、打磨、清洗擦净、喷漆、烘干、冷却等各道工序;在这些工序之间的转运部位应设置防护栏和警示标识,禁止工作人员人员进入装配生产线车间,企业应在相应区域贴上声明禁止标签。生产合装线在操作时需要进行定期检查和维护。装配生产线应该每年由具有资质的单位对作业场所有有害物质浓度检测1次,发现超标应加强通风或采取相应措施。

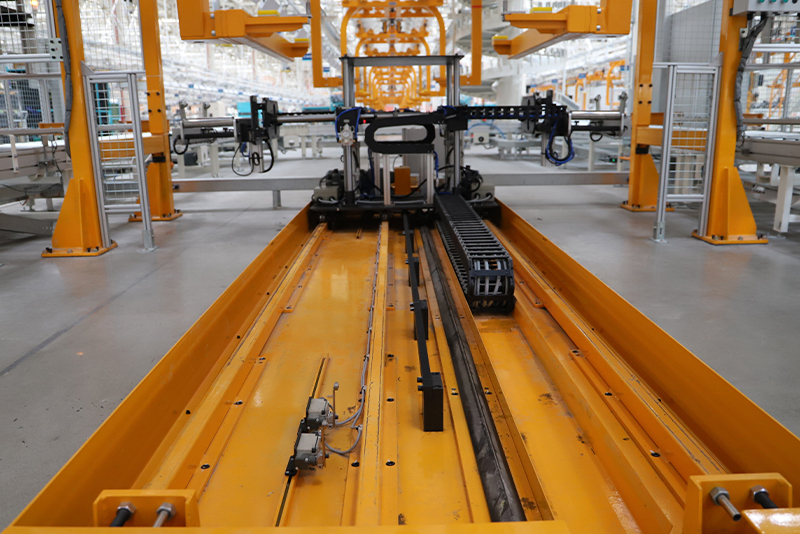
轮毂上辊道输送线→轮毂上套合成机→轮胎上件→卸气门芯→辊道输送→轮胎轮毂合装→锁圈上件→锁圈压装→充气→上气门芯→下件动作描述:1、人工将轮毂放于辊筒输送线上,轮胎地面上件,斜坡辊道输送至一定高度;2、轮毂升起、轮胎倾斜,对气门嘴、气缸震动合装;3、压装机将锁圈涨开、压装;4、轮胎随转盘转动过程中定气压充气,充气时间由转盘转动速度控制,转盘转速变频调速,充气气压由调压阀调整,充气压力为1.0MPa.一条线适于多种直径车轮。
在汽车工业的焊装调整线工艺发展过程中,链式输送线逐渐被辊床输送线所代替,辊床的输送方式不仅简洁环保,而且易于实现,成本较低。合装线公司随着辊床输送方式的广泛采用,又产生了一个新的技术问题。生产合装线需要通过二氧化碳保护焊进行补焊,二氧化碳保护焊时,白车身需要接地,也就是带动白车身行进的辊床滑橇需要接地,而辊床的滚轮采用聚氨酯等高分子绝缘材料制成,滑橇运行到位后,辊床滑橇与辊床本体绝缘导致不能接地,无法实现二氧化碳补焊工艺。

扬州合装线滑板,是汽车总装线生产合装线重要装备,主要由滑板骨架12及铺设其上的木盖板构成。滑板骨架主要由滑板边框、滑板主梁、滑板支撑梁、滑轮支撑梁及设置其上的吊装套、导向轮座、滑轮座组成。滑板骨架的组装焊接以及吊装套、导向轮座、滑轮座的安装,技术要求相当严格,标准特别高,焊接及安装尺寸精度要求外形尺寸在1mm以内,即误差不大于0.25‰,对角线、平面度在2mm以内,所有待加工板的相对位置尺寸在1mm以内。


