18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路
简单来说潍坊生产动力总成分装线定义就是一切以用户定制的、用户独一的、非市场流通的自动化系统集成设备,是采用依照国度公布的统一的行业规范和规格制造的单元设备组装而成,是依据客户的用处需求,开发设计制造的设备。不同类型客户其工艺请求均不相同。非标潍坊动力总成分装线的分类:分类比拟含糊,其主要分类是依据客户行业停止划分

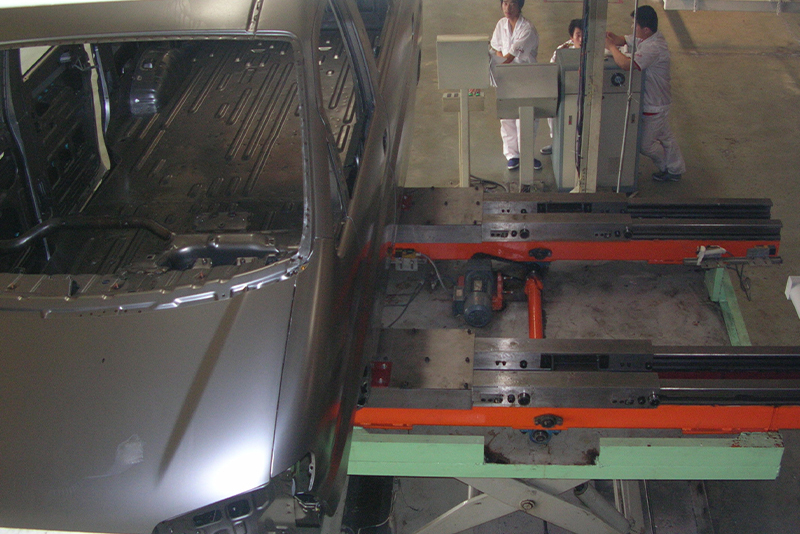
在生产过程中生产动力总成分装线搬送车身到达安装工艺段。通常情况下,潍坊动力总成分装线的吊具触发安装在输送轨道一侧的行程开关或者接近开关,PLC根据接收到的开关信号来检测吊具位置,停止吊具。由于采用的是现场IO信号的方式,存在灵活性差,精度低,不符合汽车生产设备柔性化、自动化、效率化要求。但随着生产工艺要求越来越高,物流转运输送线的不断发展,对系统的稳定性,自动化程度,灵活方便提出了更高的要求。

生产动力总成分装线机械制造行业的锻造、 铸造、 冲压、 热处理、 焊接、 机械加工和潍坊动力总成分装线,包括不同类型的过程,如毛坯制造、 加工、 装配、 检测和包装的综合线。切割线在机械制造行业发展最快、 最广泛的使用。包括︰ 加工坦克、 壳、 杂项和其他部件的组合的机床自动线;为处理组件,如轴、环,组成的一般,专业或专门自动机线;转子加工线;用于处理简单的自动小部件的转子。

在客车生产动力总成分装线上,通常采用的合装工艺是左、右侧围骨架总成,分别以窗上纵梁为定位基准点。其潍坊动力总成分装线顺序可按照以下方式进行布置:固定左(右)侧围骨架总成→固定大顶骨架总成→固定前(后)围骨架总成。合装线在运行中要求必须实现多轴同步定位运动,同时要求可以监测到远程I/O掉线时有报警提示。为了实现柔性化生产、满足客户需求,台达提供了以多轴运动控制器DVP-15MC系列为核心,搭配伺服驱动器ASDA-A2系列、交流伺服电机ECMA系列等组成高精、高速的多轴同动运动控制方案。
装配生产线如何使用,在使用装配生产线的过程中需要注意哪些,怎样才能让装配生产线的生产效益达到化?回答这些问题之前,首先我们需要知道的是潍坊生产动力总成分装线的操作规范。首先,装配生产线在使用时需要注意它的安装环境。涂装线使用时一定要注意安全。在安装涂装线的过程中药避免安装在危险的区域,安装环境需要通向露天的门、窗以外,水平距离需要保持3m,垂直距离1m以内。其次,生产动力总成分装线在使用时也需要特别注意。

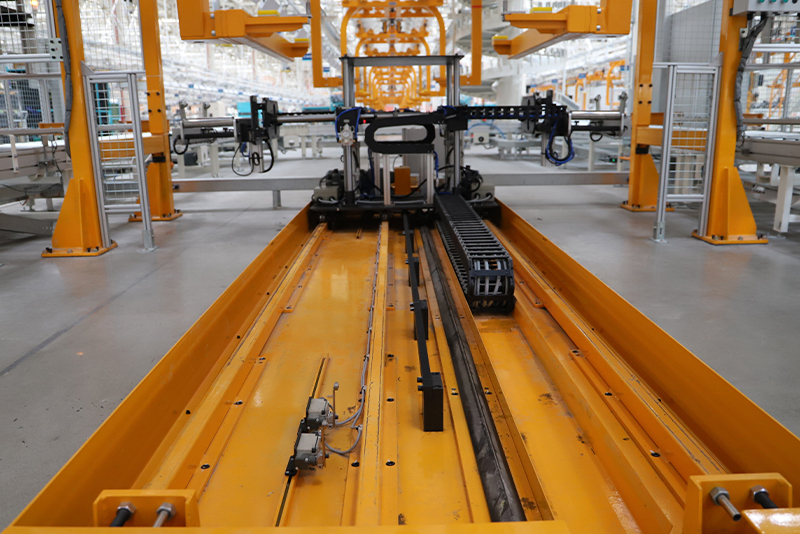
多功能升降生产动力总成分装线对传统的总装生产线工艺做了改进,动力总成分装线哪家好通过分体式升降台、车门收纳装置以及滑板的双向运行,可将内饰、底盘、终装等主线和车门分装等辅线工艺在同一地面设备上操作完成,此方式颠覆了传统底盘装配只能在高位装配的方式,不再需要空中悬挂输送,工艺变得更简单,输送滑板制作模块化,可单元化组合,布置灵活,省去了线体之间频繁转接。


