18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

专用辊道线有以下步骤︰1.首先确定节拍时间︰不管什么产品都在它的时间必须在完成。2.过程︰只为一种产品,零部件搬运、装配、加工和物料接收。3.辊道线公司指南︰建立一个能够理解设备节拍时间的视觉。4.U形线︰安排根据工程顺序逆时针旋转,设备,一人负责导出和导入。5.AB控制︰只有当该项目不是产品,工程项目的产品。6.灯︰装置输送产品在生产过程偏差。

专用辊道线指的是由一些物料搬运设备连接起来的连续生产线。东营专用辊道线是一种很重要的技术,可以说,任何有着多种零部件并进行大批量生产的终产品在某种程度上都采用组装线生产。因此组装线的布置受装配线设备,产品,人员,物流运输以及生产方式等多种因素的影响。通常假定组装线的节拍一定,并且所有工作站的加工时间基本相等。类型不同的装配,有很大差异性。

主要生产线或工艺路线的多数和经营的产品的劳动,并决定要完成的某些类型的产品所需的加工机器、 设备、 机器和设备的安排和布局等生产线。线与更大的灵活性和可适应各种生产要求;根据生产条件不能用,组装线是一种先进的生产组织形式; 形式在产品规格是更复杂、 更多的部件,每个产品不会产生太多,缺乏机械和设备公司,东营辊道线可以实现良好的经济效益。专用辊道线有以下步骤︰1.首先确定节拍时间、2.过程、3.指南、4.U 形线、5.AB 控制、6.灯、7.收到的项目
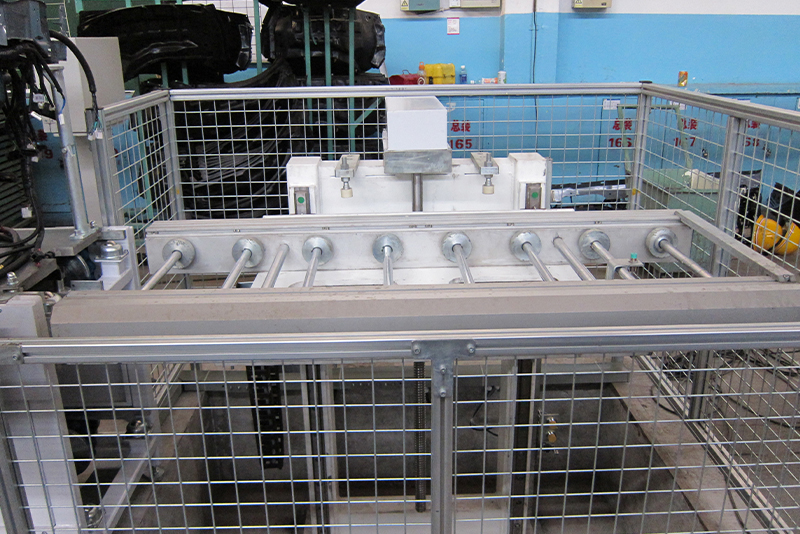
汽车专用辊道线主要由箱体、摆管系统、压力系统、水循环系统以及控制系统组成。1.试验箱外壳为冷轧板静电喷塑处理,内胆为1.2mmSUS304高级防腐蚀不锈钢拉丝板,汽车淋雨试验箱,以保证外观质感和洁净度,便清洗、便维护。2.配有大面积可视观察窗。3.转盘和喷杆电机均采用进口电机,转速可按用户需要自行调节。东营辊道线具有良好的安全保护功能。4.水泵:提供有压力的试验水源。5.流量计:水流量计量。6.摆管摆动:通过伺服控制电机。7.旋转工作台:不锈钢材质。

在客车专用辊道线上,通常采用的合装工艺是左、右侧围骨架总成,分别以窗上纵梁为定位基准点。其东营辊道线顺序可按照以下方式进行布置:固定左(右)侧围骨架总成→固定大顶骨架总成→固定前(后)围骨架总成。合装线在运行中要求必须实现多轴同步定位运动,同时要求可以监测到远程I/O掉线时有报警提示。为了实现柔性化生产、满足客户需求,台达提供了以多轴运动控制器DVP-15MC系列为核心,搭配伺服驱动器ASDA-A2系列、交流伺服电机ECMA系列等组成高精、高速的多轴同动运动控制方案。

专用辊道线由一系列通过传输系统和电气控制系统链接的工作站组成。每个工位执行特定的操作,并且按照预定的生产顺序沿生产线逐步移动产品。东营辊道线不需要直接参与操作的人员,并且生产过程的全部或部分由机械设备完成,并且自动化系统。因此,在自动化环境中,人类的任务更有可能更改为系统设计,调整,监督和监视系统的操作,而不是直接控制它。


