18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路

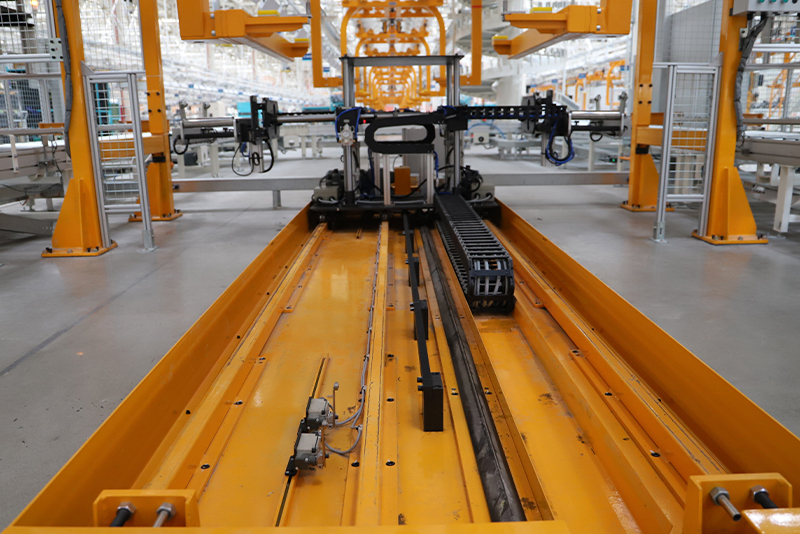
专业合装线由一系列通过传输系统和电气控制系统链接的工作站组成。每个工位执行特定的操作,并且按照预定的生产顺序沿生产线逐步移动产品。天津合装线不需要直接参与操作的人员,并且生产过程的全部或部分由机械设备完成,并且自动化系统。因此,在自动化环境中,人类的任务更有可能更改为系统设计,调整,监督和监视系统的操作,而不是直接控制它。

生产线的种类,按范围大小分为产品生产线和零部件生产线,按节奏快慢分为流水生产线和非流水生产线,按自动化程度,分为专业合装线和非自动化生产线。天津专业合装线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,机器设备的排列和工作地的布置等。

专业合装线有以下步骤︰1.首先确定节拍时间︰不管什么产品都在它的时间必须在完成。2.过程︰只为一种产品,零部件搬运、装配、加工和物料接收。3.合装线厂家指南︰建立一个能够理解设备节拍时间的视觉。4.U形线︰安排根据工程顺序逆时针旋转,设备,一人负责导出和导入。5.AB控制︰只有当该项目不是产品,工程项目的产品。6.灯︰装置输送产品在生产过程偏差。

专业合装线在车间生产操作的布局同样非常重要,布局尽量简单、明了同时,要兼顾生产操作人员的操作习惯。若自动化生产线布局过于凌乱或者复杂,会降低线上操作人员的生产效率。要提高天津合装线的运行效率,离不开正规、有效的管理。管理作为企业的一门必须修课,日常经营中必需时刻注意的有效的生产管理,可以规范生产、规范操作,从而形成有效的快速的反映机制,可以及时处置好生产中的突发状况。非标自动化生产线定期的维护保养可以有效防止生产线过度老化、磨损带来的隐患。

专业合装线的淋雨控制系统包括远方控制柜与变频控制柜,合装线厂家根据流量计实际通过流量信号反馈至远方控制柜后,和给定值进行比较,通过变频控制柜进行内部PID调节,自动追踪给定值,实现闭环连续调节。该淋雨装置控制系统实现雨量可以通过阀门和变频器控制进行调整,系统调节稳定可靠,抗干扰能力强。
在汽车工业的焊装调整线工艺发展过程中,链式输送线逐渐被辊床输送线所代替,辊床的输送方式不仅简洁环保,而且易于实现,成本较低。合装线厂家随着辊床输送方式的广泛采用,又产生了一个新的技术问题。专业合装线需要通过二氧化碳保护焊进行补焊,二氧化碳保护焊时,白车身需要接地,也就是带动白车身行进的辊床滑橇需要接地,而辊床的滚轮采用聚氨酯等高分子绝缘材料制成,滑橇运行到位后,辊床滑橇与辊床本体绝缘导致不能接地,无法实现二氧化碳补焊工艺。


