18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路
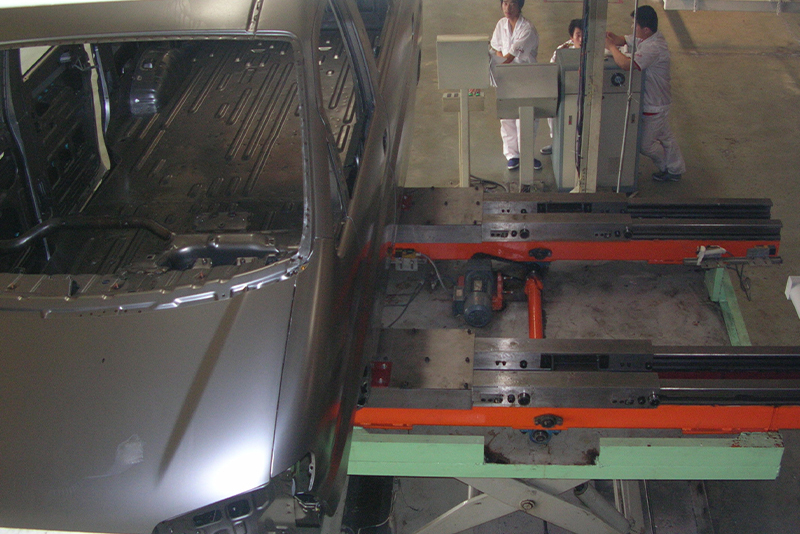
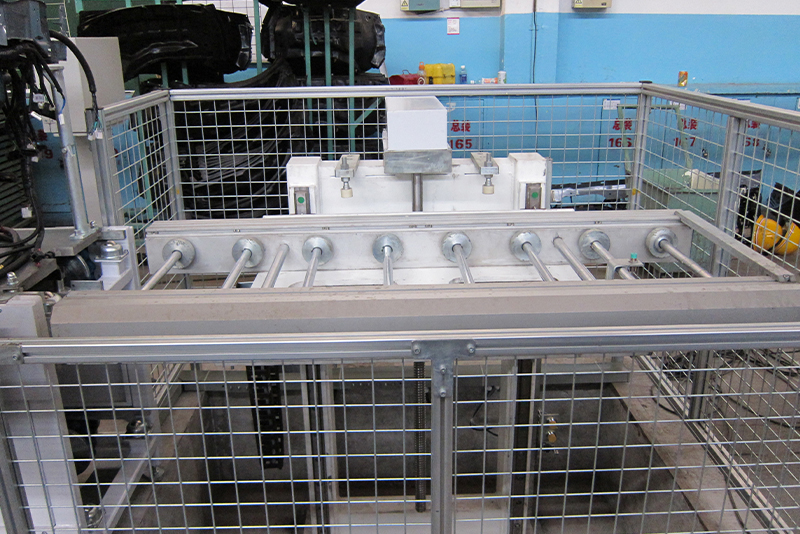
专用汽车总装线主要由轨道、道岔、摩擦驱动装置、停止器、定位装置、车组、检测装置、气路系统及电控系统等。根据汽车生产线生产工艺不同的输送要求,采用不同的专用汽车总装线形式。摩擦输送机的轨道型式目前有两种,一种为H型型钢加工而成,另一种为双槽钢对拼,采用括架焊接加工而成。摩擦线的工作原理:一套完整的摩擦输送设备是由轨道、道岔、摩擦驱动装置、停止器、定位装置、车组、检测装置、气路系统及电控系统等部件组成。
江苏专用汽车总装线应该有足够大的产量;产品设计过程应先进、稳定、可靠,长远来说基本上保持不变。在很大的数量,用于大规模生产的自动化生产线可提高生产力,稳定和提高产品质量,改善工作条件,和占地面积减少生产,降低生产成本,缩短生产周期,确保相称性,有明显的经济效益,自动化生产线中没有按照规定的程序或指令自动操作或者控制过程,目标是干预的"稳定、 准确、 快捷"。专用汽车总装线技术广泛应用于工业、 农业、 军事、 科学、 交通、 工业、 商业、 医疗、 家庭和等等。

专用汽车总装线是一种新型质量检验方法,它站在消费者的立场上,促使企业主动地去满足顾客需求,从而能够使企业在激烈的质量竞争中稳操胜券。汽车行业率先使用了这种思想并取得了很大的成效。专用汽车总装线是企业模拟用户对自己的产品质量进行内部监督的自觉行为,它适用于所有批量生产、质量稳定的产品。目前国内外一些大的汽车生产企业,均采用AUDIT对自己的产品进行内部监督。

经涂装车间油漆好的车身转运至总装车间江苏专用汽车总装线上件等待工位,由上件KBK起吊装置吊装至内饰线上件工位。专用汽车总装线装配工作完成后,工件运行至转挂工位,通过升降机自动转运至底盘线。底盘装配结束后在工艺链条的牵引下将整车经上坡过通道后输送至下件转挂点,经过升降机降落到总装配线,空吊具由车身快速输送线的牵引链条送至内饰上件处或吊具返修区域。车辆在终装配线上完成相关工艺操作后下线。

(1)生产线物料、容器、和流水线生产线项目的自动测量、自动变速器、成品输出;(2)过程自动化,自动调整和自动处理故障的运行机制;(3)工艺参数(位置、尺寸、重量、数量、速度、性状态,行为,等等)的自动调节和控制;(4)专用汽车总装线的质量自动检测和自动浪费。项目生产线技术采用自动化程度、控制方法和可以达到随产品类型,产品属性,江苏汽车总装线材料(或容器)和各种因素的限制,如流水线生产线的要求。


