18015182987
0517-80328000
18015180677

18015182987
0517-80328000
18015180677

公司名称:江苏堃阳自动化设备有限公司
电 话:18015182987
传 真:0517-80328000
邮 箱:jskunyang@163.com
网 址:www.kunyangzdh.cn
地 址:金湖县金南镇工业集中区金卞路
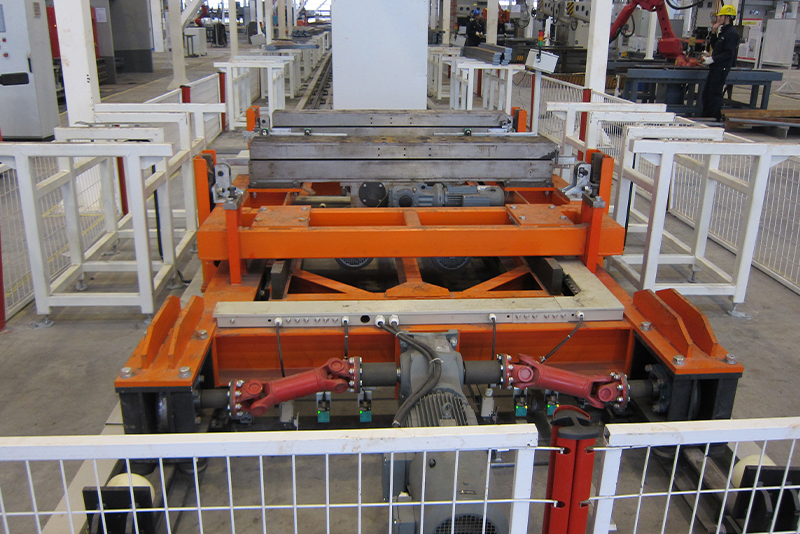
生产自动化生产线输送系统是一种利用摩擦力进行工件驱动的方式,采用电动机驱动非金属材质的摩擦轮,从而对工件产生驱动力,驱动工件前进。由摩擦驱动、承载轨道、道岔、停止器、小车、升降机及附属钢结构组成。宁波生产自动化生产线具有工艺布置灵活、单元施工快捷、速度变化便利、节约能源消耗、使用维护方便、增容扩展容易和综合成本低等多种优势。摩擦驱动装置按结构方式不同可分为直段摩擦驱动、弯段摩擦驱动、过渡段摩擦驱动和双摩擦驱动。

轮毂上辊道输送线→轮毂上套合成机→轮胎上件→卸气门芯→辊道输送→轮胎轮毂合装→锁圈上件→锁圈压装→充气→上气门芯→下件动作描述:1、人工将轮毂放于辊筒输送线上,轮胎地面上件,斜坡辊道输送至一定高度;2、轮毂升起、轮胎倾斜,对气门嘴、气缸震动合装;3、压装机将锁圈涨开、压装;4、轮胎随转盘转动过程中定气压充气,充气时间由转盘转动速度控制,转盘转速变频调速,充气气压由调压阀调整,充气压力为1.0MPa.一条线适于多种直径车轮。

动力生产自动化生产线组成是由动力辊桶组件、铝旁板、片架、拉杆、承座、驱动装置和链条组成。无动力宁波自动化生产线由无动力辊桶组件、铝旁板、片架、拉杆、轴承座组成。动力辊道由驱动装置带动牵引链条,链条带动各动力辊桶上的链轮转动,从而由转动的输送工作。无动力辊道由人推拉工件或工件挤压工件,在可自由的辊筒上移动。辊道线的特点;输送配置占地面积小,伸缩自如;方向易变,可灵活改变输送方向,时可达到180度。

生产自动化生产线有以下步骤︰1.首先确定节拍时间︰不管什么产品都在它的时间必须在完成。2.过程︰只为一种产品,零部件搬运、装配、加工和物料接收。3.自动化生产线哪家好指南︰建立一个能够理解设备节拍时间的视觉。4.U形线︰安排根据工程顺序逆时针旋转,设备,一人负责导出和导入。5.AB控制︰只有当该项目不是产品,工程项目的产品。6.灯︰装置输送产品在生产过程偏差。


